
お客様の様々な課題に、矢島工業がご提案するソリューション



矢島工業は、
大手自動車製造会社の
パートナーとして
金属加工技術を世界へ発信し続ける
「開発・提案型」メーカーです。
自動車部品を中心に、高度なプレス加工で品質・技術・価値を提供する矢島工業。
金型の設計・開発から部品の加工製造まで一貫生産体制を構築し、
市場が求める高品質・低コスト・短納期の製品づくりを実現しています。
開発・提案型メーカーとして、軽量・高強度化を可能にする素材の研究に取り組み、
付加価値の高い金属加工技術で活躍の場を世界へ広げていきます。
矢島工業の強みADVANTAGE
01技術力
技術の研究・蓄積による
高度なプレス技術
約70年にわたる豊富な経験で多種多様なノウハウを蓄積。金型の設計段階から高品質・ミニマムコストを追求し、高度なプレス技術を発揮しています。
02提案力
一歩先を行く提案力が
より良い製品を創造
常に新しい性能や技術が求められる自動車製造会社のパートナーとして新たな素材や加工法を提案。燃費向上やCO2削減を目指した車両の軽量化を支えます。
03開発力
未来を切り開く共同研究
新素材開発
最先端技術を研究する海外の大学と共同で、新素材および加工技術の開発に取り組んでいます。長年培った高度なプレス加工技術が共同研究を支えています。
事業内容BUSINESS
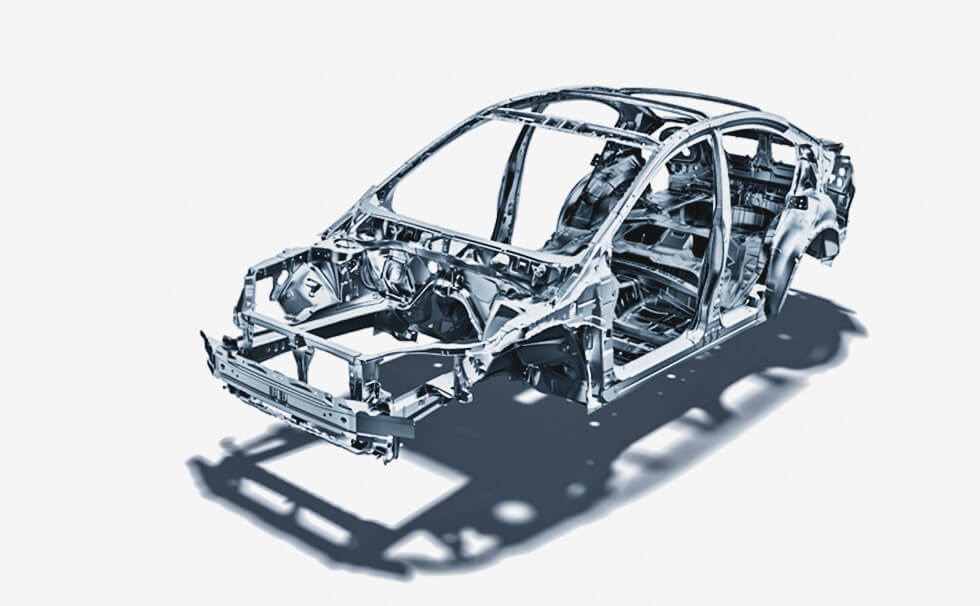
自動車用板金部品加工
高度なプレス技術により、自動車部品の加工に取り組み、高品質・低コスト・短納期を実現。大手自動車メーカーの生産活動を支えています。

産業機器用板金部品加工
フォークリフトをはじめとする搬送・建設特殊車両の部品を製造しています。受注に合わせて製品設計を行い、多品種小ロット生産に対応します。

アフターパーツ製作・販売
各種カーレースの参戦で培った技術を活かし、アフターパーツを製作・販売。自社ブランド「SYMS」を確立し、自動車愛好家の支持を広げています。
設備紹介FACILITY

プレス設備
プレス成型制御を最適設定できる12,000kNブランキングサーボプレス機を導入。超ハイテン材を使った軽量化部品の高精度・高生産性を実現しています。
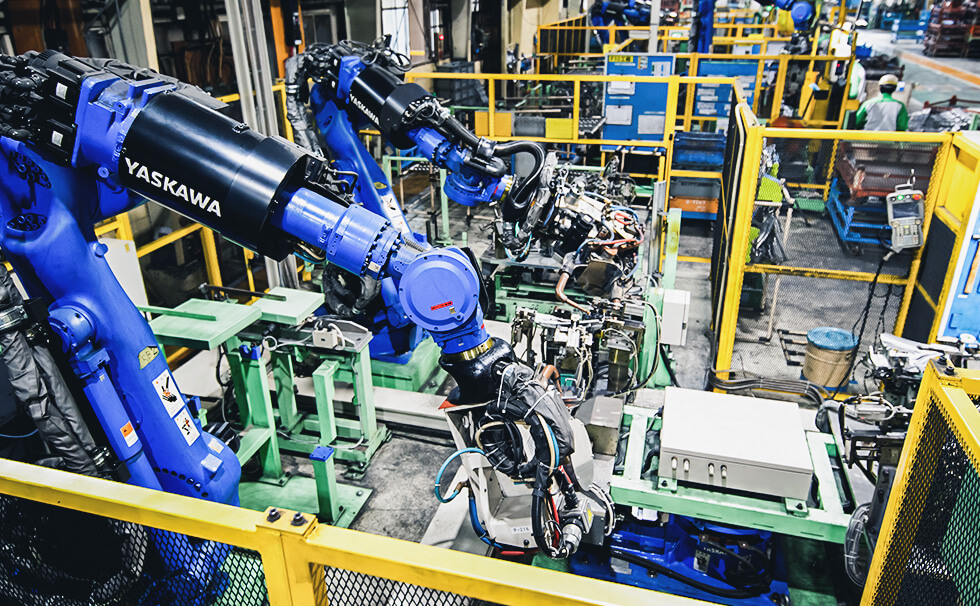
集成設備
フレキシブルラインを構築し、多品種小ロットの要望に柔軟に対応。ロボット溶接による自動アッセンブリーで効率的に製品化します。

実証評価設備
三次元計測装置、超音波探傷試験装置、万能材料試験機などを用意し、要求性能に関する実証・評価試験を行っています。
会社情報COMPANY
採用情報RECRUIT



メールでのお問い合わせ